


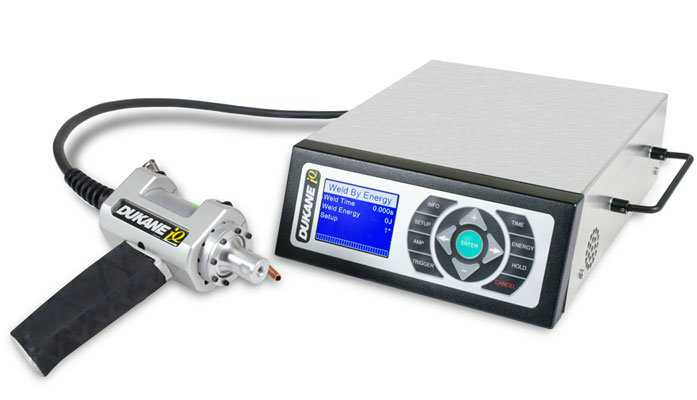

















Dukane’s patented Trigger by Power option (now in the iQ Series of ultrasonic generators) can be used to produce more consistent welds by requiring a sufficient and repeatable amount of pressure/force to be applied to the part before the actual weld cycle starts. Trigger by Power is a cost effective alternative to trigger by force. However, unlike Trigger by Force, Trigger by Power does not require additional, expensive components such as a load cell, amplifier board or cabling. In effect, the system uses the ultrasonic stack as a load cell. When the ultrasound is activated, the amplitude is ramped up to the Trigger Amplitude setting and held there until enough force is applied to the part to reach the Trigger Power setting. At that point the weld cycle begins and will continue until the weld control parameter (Time, Energy or Power) is reached. Sufficient force must be applied to the part to trigger the weld cycle. Otherwise, the Trigger Timeout is reached without starting the weld cycle.
Settings for Trigger by Power:
Trigger Amplitude
This is the percentage of amplitude the generator applies to the horn before it reaches the Trigger Power setting. The range of the Trigger Amplitude setting is from 20-100%. Set this value so it is low enough not to scuff the part, but the value should be high enough that the Trigger Power setting is reached when the desired force is applied to the part.
Trigger Power
This is the power level that must be reached at the Trigger Amplitude setting for the weld cycle to start. The range of the Trigger Power setting is based on the power rating of the specific iQ generator used. This setting must be high enough so the iQ generator does not trigger while ramping up to the Trigger Amplitude, but it should be low enough so that it can be reached at the current Trigger Amplitude setting when the desired force is applied.
Trigger Timeout
This is the maximum time the welder remains at the Trigger Amplitude setting before aborting the weld cycle. The range of the Trigger Timeout setting is from 0 to 30.000 seconds. This setting should be long enough so that there is sufficient time to apply the force required to reach the Trigger Power setting. However, the Trigger Timeout setting should not be so long that the weld could be adversely affected by the horn being in contact with the part for too long at less than the Trigger Power setting.
How is Trigger by Power Used?
Ultrasound must always be activated before contact is made with the part. Once the horn comes in contact with the part, the force is increased until the Trigger Power setting is reached. At this point the weld cycle starts and continues until the control parameter (Time, Energy, or Peak Power) is reached. If the Trigger Power setting can’t be reached, either increase the Trigger Amplitude setting, decrease the Trigger Power setting, or increase the amount of force applied to the part.


