


















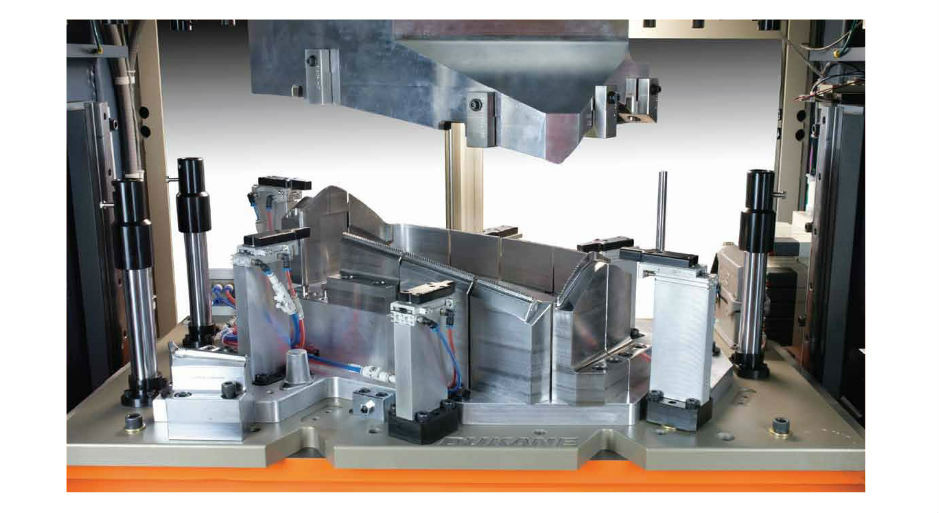
Clean, fast, well suited for joining large parts, and the ability to produce high-quality joints without fasteners or adhesives are few of the many benefits that make vibration welding a popular joining method for manufacturers producing plastic parts for automotive, appliances, home improvement, and several other industries.
Flexibility to join a variety of plastic parts:
Vibration welding physically moves one of two pieces of a plastic part over the other and generates heat with friction to melt the plastic at the contact area. Pressure is applied to the parts throughout the process which joins the melted plastic. Therefore, by generating enough friction to melt different materials this process can weld a variety of parts. Few of the most common examples are:
 Automotive Part
Automotive Part Chain Saw Housing
Chain Saw Housing Manifold
Manifold Instrument Cluster
Instrument Cluster Tail Lamp
Tail Lamp Tail Lamp
Tail Lamp Trunk Tail Lamp
Trunk Tail Lamp
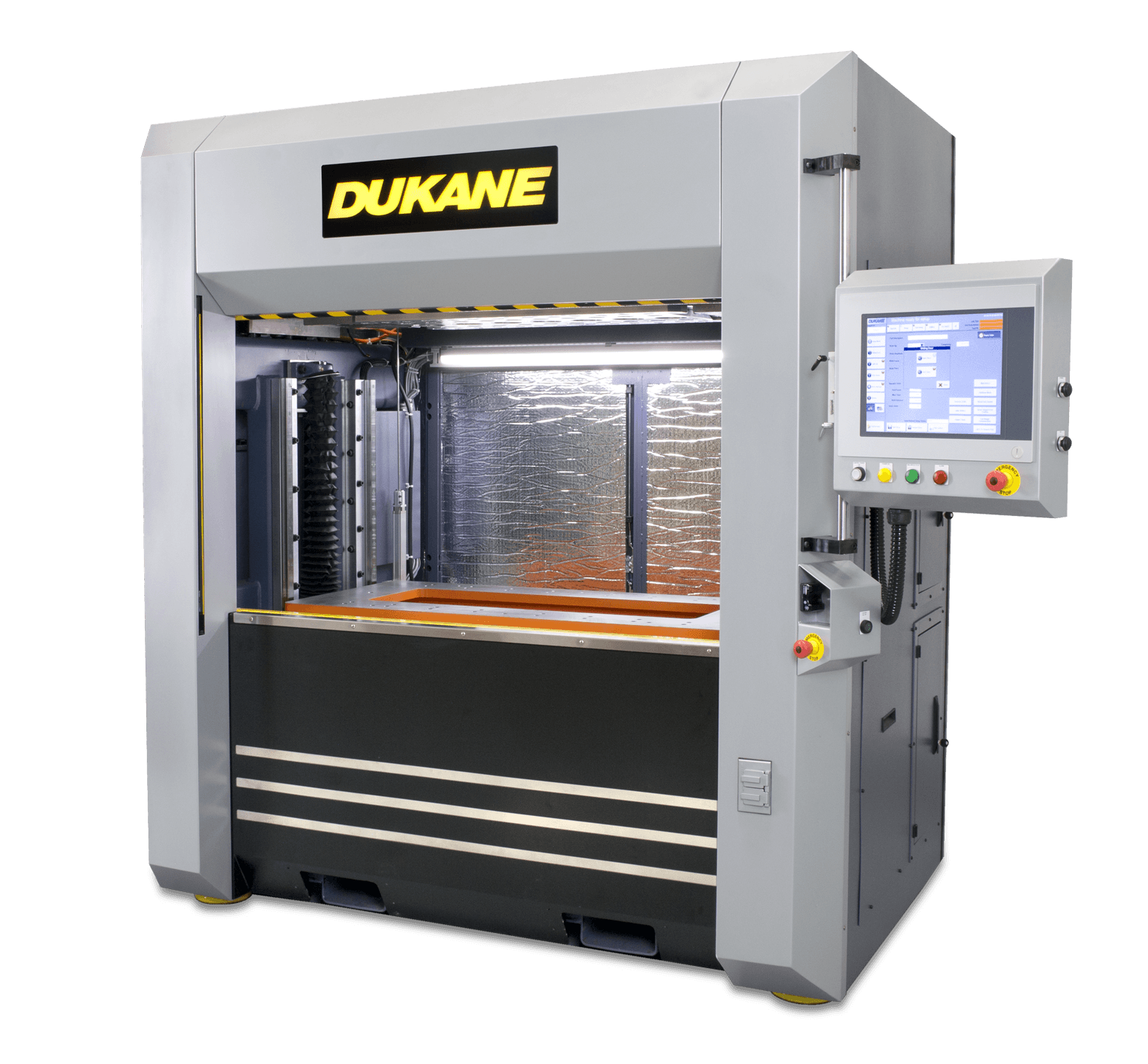
Large 72” by 24” automotive parts with a continuous seam or a chain saw housing with an irregular seam that includes perimeter as well as numerous interior walls.
Small 4” by 4” ERM or Antilock brake modules with weld surfaces three inches from the contact surface, a difficult far-field weld for ultrasonic welding.
Tail lights with impeccable aesthetics and hermetic seal.
Manifolds made from heat-stable nylons that require tremendous energy to melt.
In this process, heat is confined to the weld interface that allows the welded assembly to entrap other parts provided that the entrapped parts do not interfere with the welding process.
Material Compatibility – No Problem!
Material compatibility for Vibration Welding is more forgiving than any other frictional welding process because it has a higher amplitude which provides higher ability to mix the material during the welding process when the materials are in their melted state. This process can join materials that are 4 melt flow indexes apart and at times experts have seen applications with materials that were 10 melt flow index variation yielding acceptable part assemblies for the customer.
For more information on material compatibility CLICK HERE
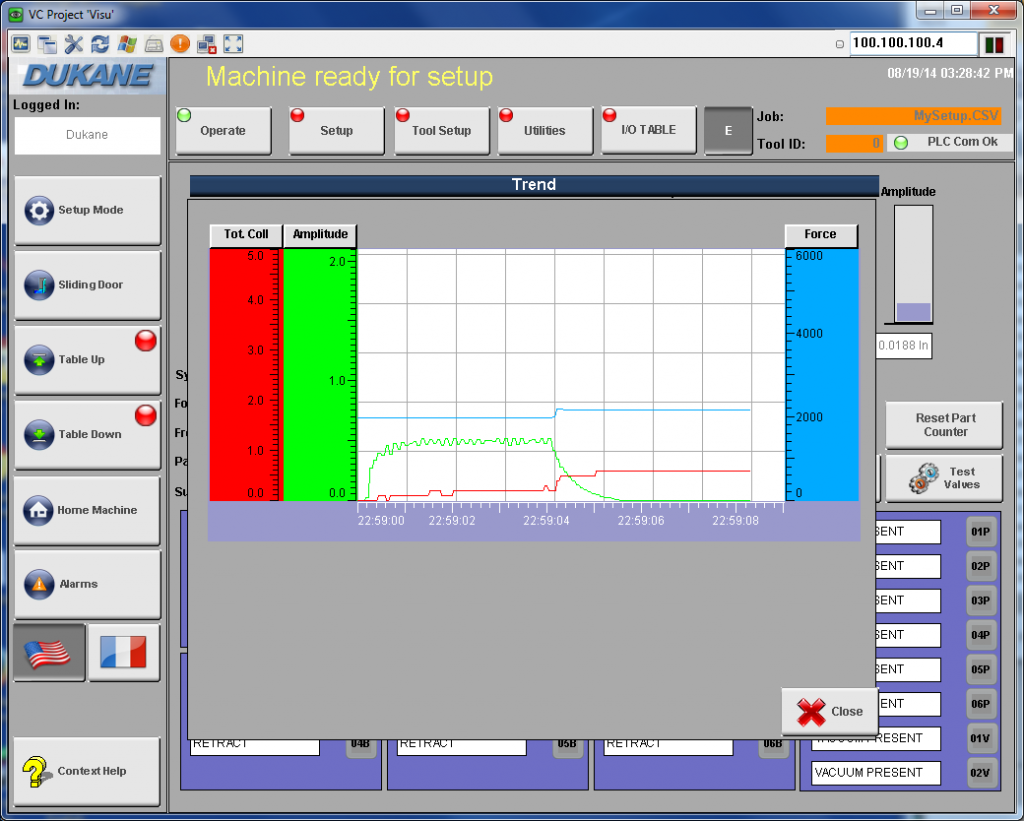
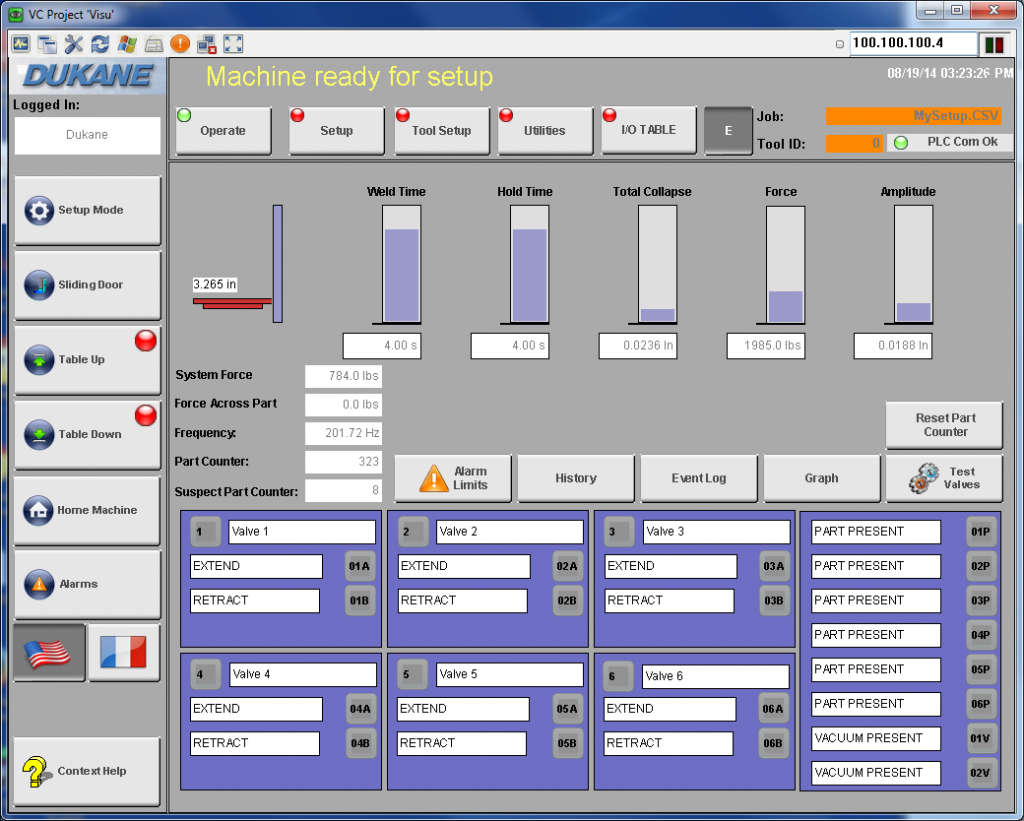
Efficient Process Control:
Today’s vibration welders are designed with advanced HMI software with built-in logical control that eliminates the need for PLC programming expert for changing simple standard machine logic. It provides real-time graphing of amplitude, pressure, and collapse distance, which gives users additional control to monitor, evaluate and troubleshoot their welding process. The flexibility to export and import user information, machine and tool set up data, event logs, cycle data, and alarm history simplifies managing multiple users and different applications.
Strong welds & Hermetic seals:
This process can weld large square inches of weld area and achieve strong welds. The weld beads are 3 – 4 mm wide and 1.5 mm deep to accommodate a lot of part variations and provide good seal integrity. The internal pressure test for most of the vibration welded parts exceeds 10 bar or 150 psi.
Good ROI (Return on Investment):
Higher ROI because of the following features of the process:
Quick start-up time unlike hot plate machine which takes 45 minutes or more to warm up to be ready for production Vibration Welding machine is ready in 1-2 minutes once the PLC is ready.
Energy efficiency because the machine only draws any significant power during the welding process (when the vibration head is moving usually for 3-5 secs).
Faster cycle time leads to higher productivity and reduces cost per unit. It can produce parts at a rate of 3 parts or 3 cycles per minute. It is also possible to weld multiple parts at the same time (2 or more of the same part at one cycle)
Reusable resource because these machines are like molding machines. Purchased for the long haul. Quick tool changing feature allows machine operators to change fixtures within minutes, and weld different plastic assemblies on the same machine.
For more information on our Vibration Welding technology Contact Us or CLICK HERE


