



















Assembling medical devices and other medical components are demanding. Consistently producing good parts, in a validated process, while recording, storing, and analyzing data points is imperative. Utilizing an ultrasonic welding process for assembly is widely accepted for medical devices and components because it is a fast, clean, easy to validate, repeatable assembling process.
However, the next generation of medical devices and components demands a more robust and scientific control with well-optimized welding parameters. Achieving this can be difficult, however, we have simplified this process with an advanced servo-driven ultrasonic welding system with patented Melt-Match®. Controlling the plastic material flow and the rate of material displacement during every stage of the welding cycle leads to a truly optimized weld, with Melt-Match® parameters controlling the melting process, the variable force is controlled via the weld velocity profile setting. This ensures full control of the complete process from Melt, Force, and Distance.
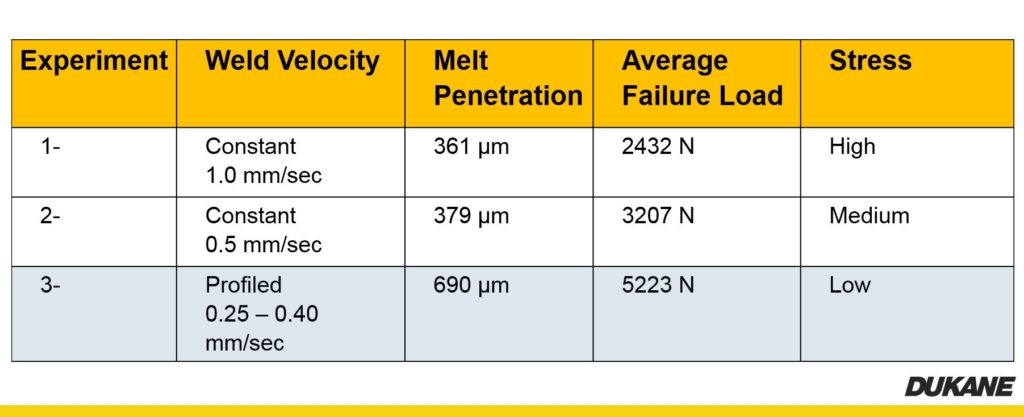
Developing an advanced welding technique requires studying multiple methods and approaches to ultrasonic welding. To develop this robust joining process Dukane engineers conducted a study to understand the effect that linear velocity has on a weld. Three sets of experiments were conducted with different weld velocity settings. As shown in the table below the best result was achieved when weld velocity was profiled from 0.25 to 0.4 mm/sec.
 Weld Results from the Experiments
Weld Results from the Experiments
Key Benefits of Linearly Increasing Weld Velocity Profile:
Stronger weld joints with larger melt penetration of 690 μm:
A prolonged low-force phase (by utilizing the Melt-Detect™ feature and appropriate weld velocity profile) at the early stage of the welding cycle allows increased melt propagation in the depth of material and bigger melt layer at the interface. This results in higher tensile strength.
 Melt Penetration
Melt Penetration
361 microns at weld velocity of 1.0 mm/s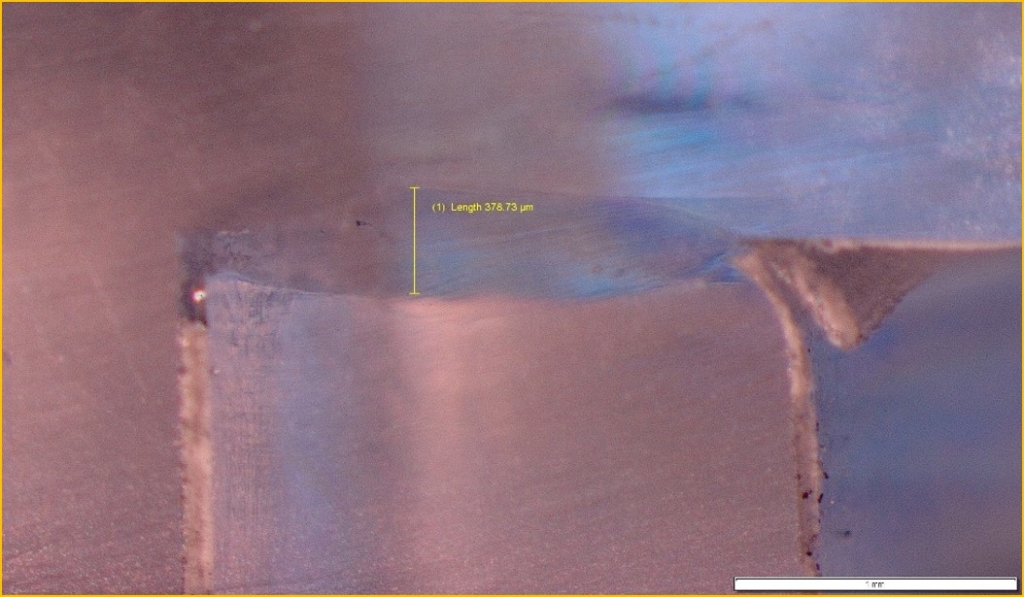 Melt Penetration
Melt Penetration
379 microns at weld velocity of 0.5 mm/s.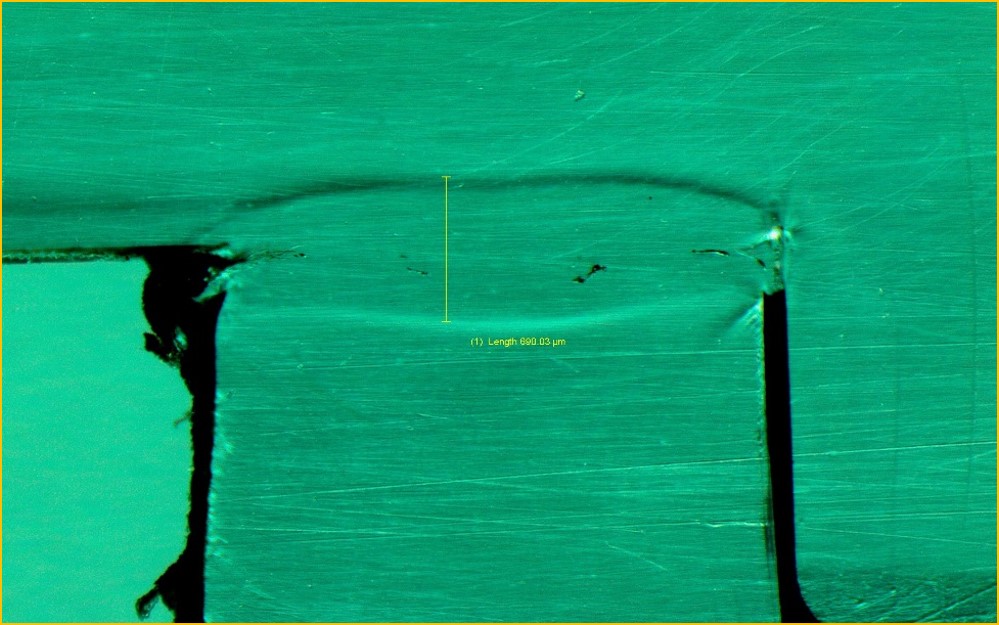 Melt Penetration
Melt Penetration
690 microns at weld velocity profiled from 0.25 to 0.4mm/s
Lower Residual Stress on the part makes it safer to a wide variety of environmental factors:
A reduction in a number of colors, as well as the number of fringes in figure 3. below, is the evidence that this sample has less residual stress from the welding process.
Optimizing the welding speed throughout the cycle allows the molecules to become less oriented and retain more of the amorphous structure that not only yields higher strengths but also results in a more homogeneous structure (less residual stress).
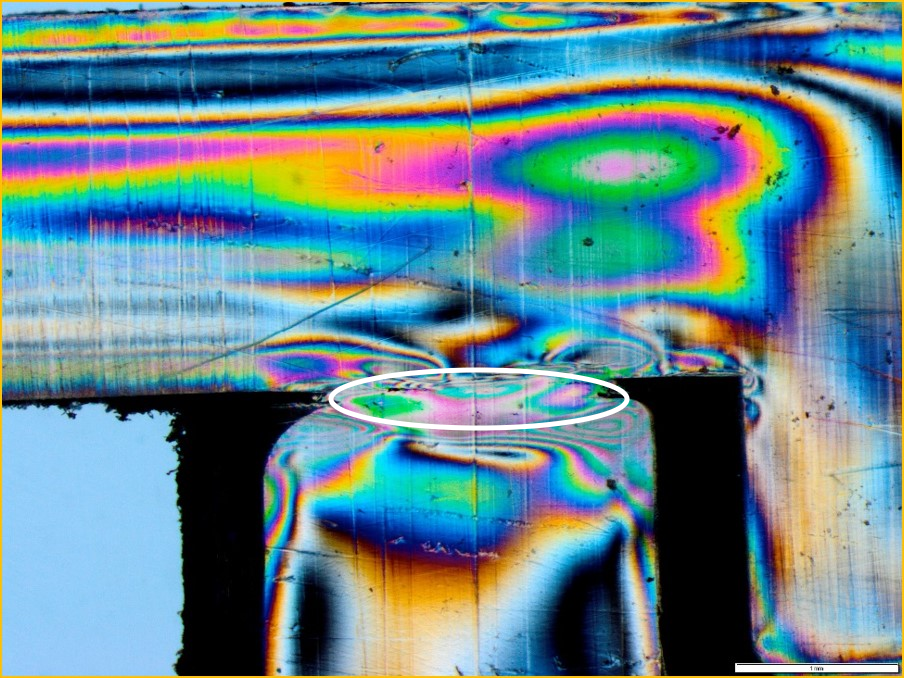 Figure 4: Melt Zone Image for Sample Welded with Weld Velocity 1.0 mm/sec
Figure 4: Melt Zone Image for Sample Welded with Weld Velocity 1.0 mm/sec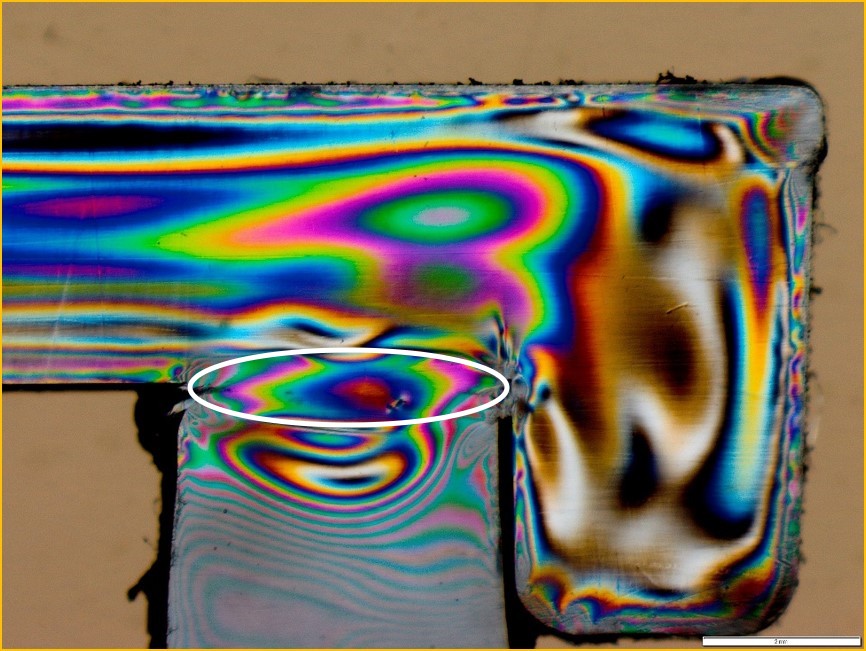 Figure 5: Melt Zone Image for Sample Welded with Profiled Weld Velocity
Figure 5: Melt Zone Image for Sample Welded with Profiled Weld Velocity
Melt Zone in Polarized Light
When viewing Melt Zone photos, note the reduction of the number of colors in Figure 5 when compared to the weld region in Figures 4. Color changes are so tightly packed in the 1.0 mm/sec sample (Figure 4) that the weld region appears almost grey. Conversely, the sample with a linearly profiled velocity has five distinct color bands in the weld region (Figure 5). This is indicative of lower residual stresses in that weld.
Reduce Flash to improve the aesthetics of the part:
Weld velocity profiling provides a large process window which is important in the development of a robust and repeatable weld process. Welding to a distance less than the height of the energy director allows for a larger weld process window and has less propensity for generating excessive weld flash.
By utilizing an advanced, yet easy to use ultrasonic welding process offering control of the Melt, Force, and Distance of the weld, meeting the demanding task of assembling medical devices and components just became much easier.
Download the detailed white paper by Clicking Here.


