



















Improve your Vibration Welding Process with these Quick Tricks and Tips:
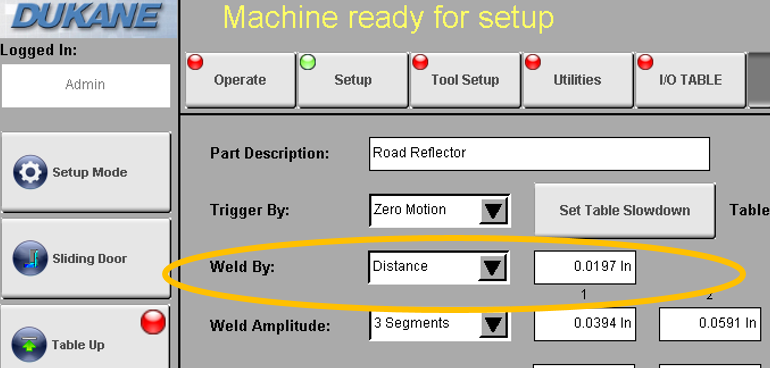
Get consistent weld quality with Weld by Distance mode, the only closed-loop welding method.
Even if the weld force, amplitude, or the surface area of weld changes due to inconsistent part molding or design gap, the machine welds by the same distance.
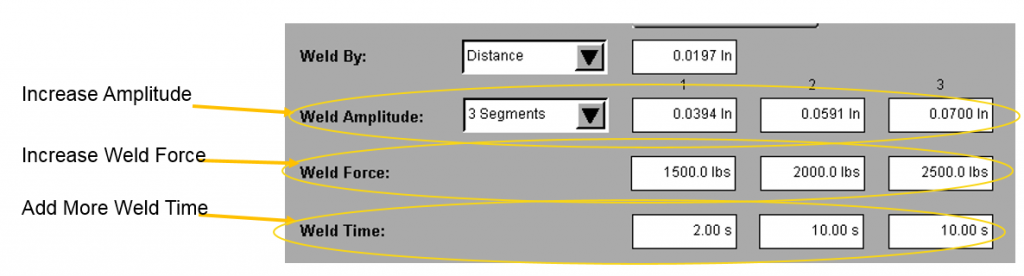
If the machine ran a cycle but did not reach the desired meltdown distance, then take one of the following steps:
Add more time
Increase weld force
Increase amplitude
When Setting Weld Amplitude keep the following in mind:
Be cautious of part flexing and no weld conditions with low amplitude.
Semi crystalline materials will require 1.0 mm amplitude and more.
Amorphous materials can weld at as little as 0.5 mm amplitude.
Lower amplitude means longer weld times
Lower amplitude = lower or less flash and particulate
Calculate a starting weld force point for your application by multiplying the surface area of the top of the weld beads with 250 pounds (lbs.).

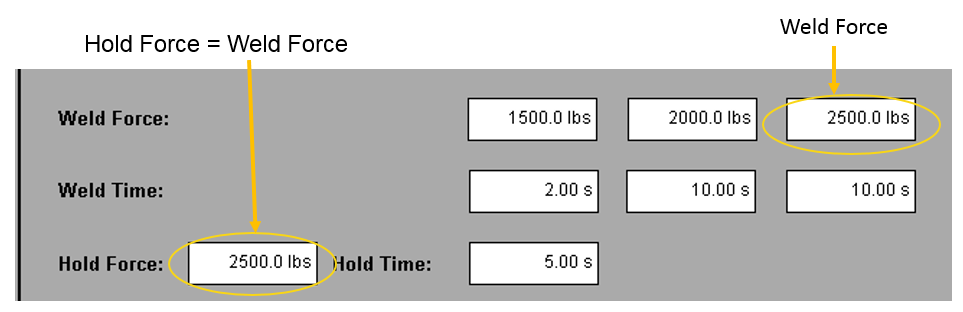
Avoid cold weld or weld gap by setting Hold Force equal to Weld Force.
When a welder goes into hold mode you get “post weld collapse”, during this phase you need hold force, but less hold force leads to weld gap and excessive hold force leads to the thinning of the heat affected zone and reduces weld strength.
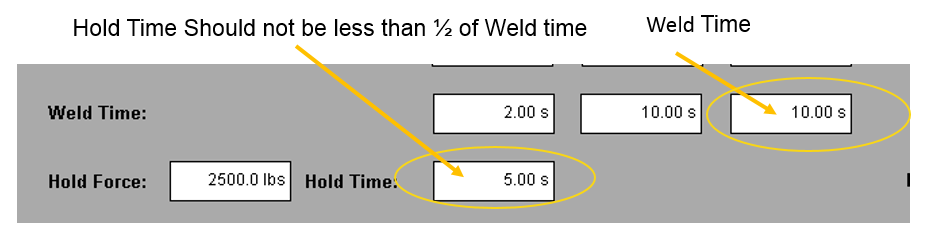
Get stronger welds with following rule for Hold Time:
If, Weld Time = X secs,
Hold Time should never be less than ½X secs.
Hold time is the period when weld is completed, the vibration head springs go back down to center position, and the part stays clamped in the nest until the molten plastic part solidifies and is crucial for weld strength.
Eliminate scratches on the part from the vibration process by increasing the weld pressure so the parts lock up in the nest better. If it does not solve the problem, then find a way to lock the part on the tool by using locators and return flanges.
For more information on vibration welding process CLICK HERE and for products CLICK HERE


