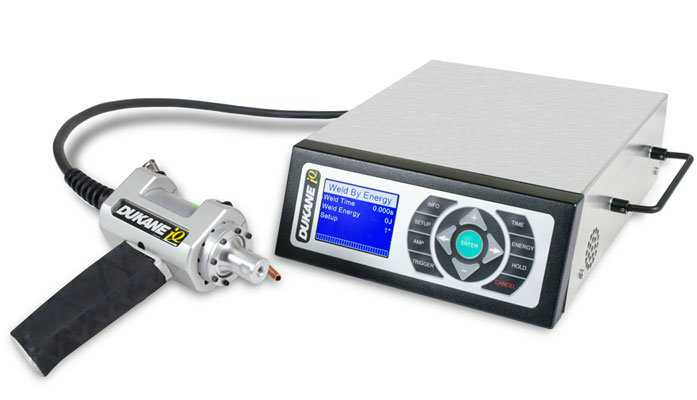
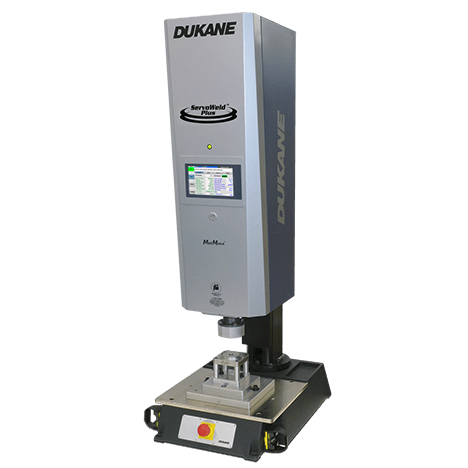
iQ Servo 焊机是第一款也是唯一一款采用专利 Melt-Match® 技术的伺服驱动超声波焊接系统。Melt-Match® 将超声波焊接系统的速度与塑料材料的熔体流速精准匹配,展现出前所未有的可重现性、可靠性和准确性。
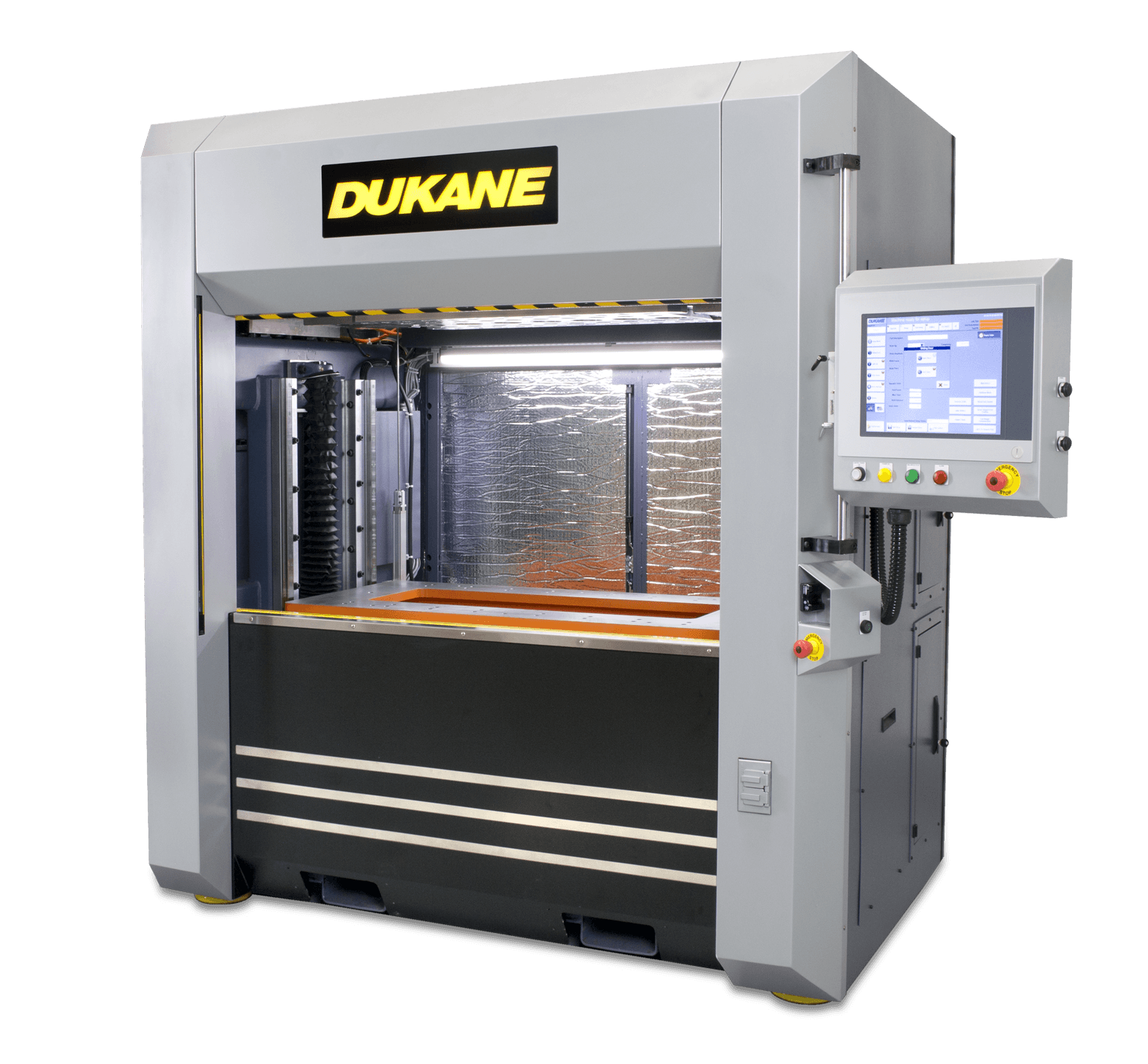
杜肯的 5000 系列振动摩擦焊机继承了老版本机型的强大机械特性,并搭载了先进的控制系统,改善了过程控制,提高了数据存储容量,还提供了简便易用的编程功能和用于设备诊断的独家专利 Q Factor。
用于塑料零件的杜肯激光焊接工作单元可焊接“透明到透明”塑料部件,无需任何吸收激光的添加剂。这些工作单元集成了最新开发的 2 微米激光,易于被透明聚合物吸收,并且能够在光学透明零件的厚度范围内进行高度受控的熔化。
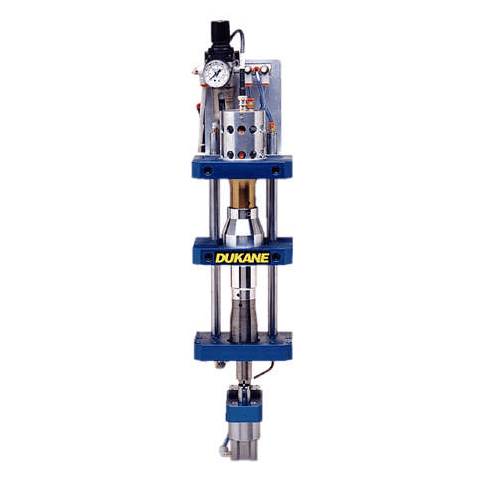
杜肯的旋转红外焊接系统专为占用空间为 200mm×250mm 或更少的组件量身定制,与传统的热板或红外焊机相比,其循环速度要求更高。这种独特的机器提供了一种非接触式红外焊接解决方案,能够以每 8 秒一个的速度生产焊接组件。
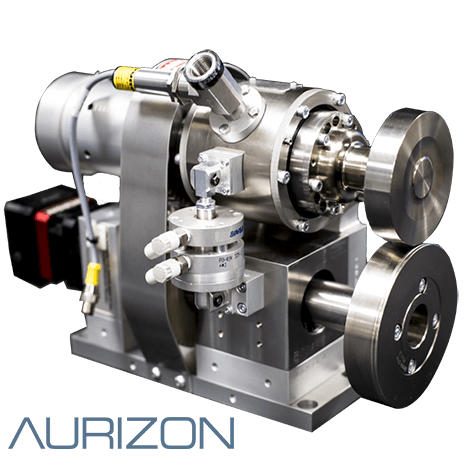
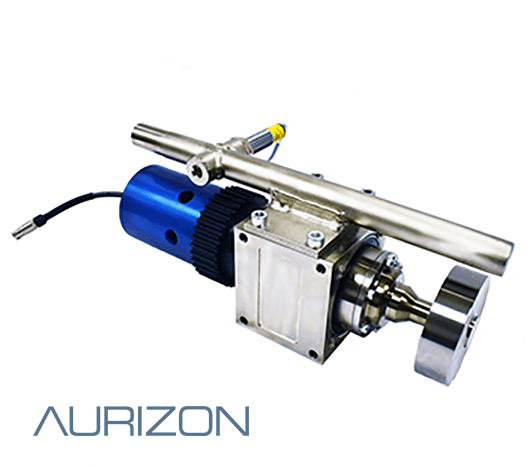
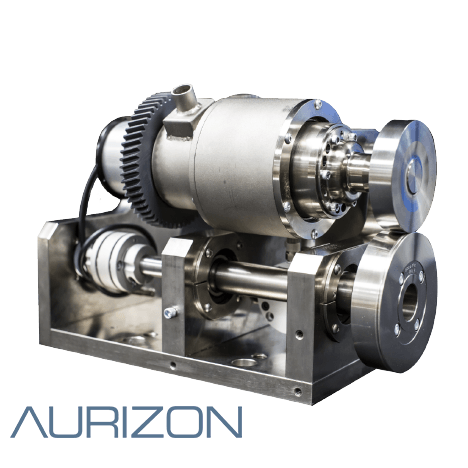
Servo Weld™ Plus 旋转摩擦焊机是一种纯电动压机系统,利用两个伺服电机为带有圆形焊缝的塑料组件焊接提供精确的控制和精度。该设备使用最先进的伺服控制,可提供无与伦比的角度定向和整体组装高度一致性。
Jintong Industrial Park
No. 8 Xihu Road, Wujin District
Changzhou 213164 China
Office #: 519-85966719
Part D, Building No. 3 Plot Section
No. 81 Meiyue Rd
Pilot Free Trade Zone
Shanghai 200131 China
Office #: 021-58683697
Yayao Industry Park
Humeng, Dongguan City, Guangdong Province
Office #: 0769-82263959
Plot No. 27, B-3,
Sidco Industrial Estate,
Thirumudivakkam,
Chennai - 600 044
Tamil Nadu, India
GAT 675,1/1, Village Kuruli,
Pune-Nashik Hwy, Khed,
Pune - 410 501
Maharashtra, India
41st Milestone, NH-8,
Opposite: Haldiram, Nr. Toll Plaza,
Kherki Daula,
Gurugram - 122 044
Haryana, India
Kita-Kashiwa building 1F
206-3 Nedo, Kashiwa, Chiba
277-0831, Japan
Office #: +81-4-7136-2165
Office #: +81-92-413-5371
17, Ground Floor, Tiara Square
Jalan Tiara 3,
Taman Perindustrian UEP,
47600 Subang Jaya, Selangor
Malaysia
Office #: 6012 2093 164
Kita-Kashiwa building 1F
206-3 Nedo, Kashiwa, Chiba
277-0831, Japan
Office #: +81-4-7136-2165
Mobile #: +662-8698970-9
Wixom, MI
Mobile #: (734) 516-6481
Mississauga, ON
Mobile #: 416 823-1827
Office #: (203) 269-0500
Office #: (801) 523-6191
Queretaro, Mex
Office #: 442.198.02.06
Buenos Aires, Argentina
Office #: +54-114-836-2509
Brazil
Office #: +55 11 4624 5256
Mobile #: + 55 11 99246 2003
Santiago, Chile
Office #: +56-2-2214-0353
Mobile #: +56-9-9320-9778
Bogota D.C., Colombia
Office #: +(571) 212-0099
Mobile #: +(571) 310 250 0158
Bogota D.C., Colombia
Office #: +(571) 2111 6800
Mobile #: +(573) 10 250 0158
San Francisco, Costa Rica
Office #: 506-8879-0335
Aguas Buenas, PR
Office #: 787-269-3278
Aguas Buenas, PR
Office #: (809) 858 9833
Aguas Buenas, PR
Office #: 787-269-3278
Aguas Buenas, PR
Office #: (809) 858 9833
Aguas Buenas, PR
Office #: 787-269-3278
Aguas Buenas, PR
Office #: (809) 858 9833
Aguas Buenas, PR
Office #: 787-269-3278
Aguas Buenas, PR
Office #: (809) 858 9833
Aguas Buenas, PR
Office #: 787-269-3278
Aguas Buenas, PR
Office #: (809) 858 9833
Brazil
Office #: +55 11 4624 5256
Mobile #: + 55 11 98959 0044
Caracas, Venezuela
Office #: +58-212-257-9201
Na Radosti 413
Prague 5, 155 21
Czech Republic
Office #: +420 220-970-509
530 Hameau des prés
59134 Fournes-En-Weppes
France
Office #: +33 (0) 3-20-93-05-84
Mobile #: +33 (0) 7-50-65- 28-76
Czech Republic
Office #: +420 220-970-509
Parc Annapurna
220, rue Ferdinand Perrier
69800 Saint Priest
France
Office #: +33 (0) 4-72-12-28-59
Agence du Nord
530 Hameau des prés
59134 Fournes-En-Weppes
France
Mobile #: + 33 (0) 3 20 93 05 84
Rabenhof 18a
33609 Bielefeld
Office #: +49 (0) 521 93207-0
530 Hameau des prés
59134 Fournes-En-Weppes
France
Office #: +33 (0) 3-20-93-05-84
Mobile #: +33 (0) 7-50-65-28-76
Block 14 - Unit A3 - Ground Floor
Galway Technology Park
Parkmore, Galway, H91 C3XW
Republic of Ireland
Office #: +353 (85) 252 1061
Parc Annapurna
220, rue Ferdinand Perrier
69800 Saint Priest
France
Office #: +33 (0) 4-72-12-28-59
Czech Republic
Office #: +420 220-970-509
Czech Republic
Office #: +420 220-970-509
Parc Annapurna
220, rue Ferdinand Perrier
69800 Saint Priest
France
Office #: +33 (0) 4-72-12-28-59
Czech Republic
Office #: +420 220-970-509
Block 14 - Unit A3 - Ground Floor
Galway Technology Park
Parkmore, Galway, H91 C3XW
Republic of Ireland
Office #: +353 (85) 252 1061
24000 La Presa Business Park
Carretera Querétaro - San Luis Potosi
Santa Catarina, Querétaro CP. 76223
Office #: +52 442-198-0206
Mobile #: +52 442-219-7402
Guadalupe, N. L.
Mobile #: +52-81-1731-8335
San Diego, CA
Office #: (619)-985-9173
Santa Catarina, Querétaro
Office #: +52 442-785-2208
Mobile #: +52 442-785-2208
Santa Catarina, Querétaro
Office #: +52 442-198-0206
Santa Catarina, Querétaro
Office #: +52 442-198-0206
Mobile #: +1 224-339-2300
Golondrinas 4735
Fraccionamiento Arboledas
Chihuahua, Chih. 31110
Office #: +52-656-215-0127
Cd. Juarez, Chihuahua
Office #: (656) 625-5150
Guadalupe, N. L.
Mobile #: +52-811-824-8652
Braeside Victoria, Australia
Office #: +61-3-9587-1233
Auckland, New Zealand
Office #: +64-9-379-5716
47757 West Road
Suite C101
Wixom, MI 48393
Mobile #: (248) 613-5722
Wixom, MI
Mobile #: (419) 304-3589
Wixom, MI
Mobile #: (586) 530-7623
Caledonia, MI
Mobile #: (616) 450-0167
Mobile #: (734) 516-6481
St Charles, IL
Office #: 630-797-4902
Mobile #: 859-653-7961
2900 Dukane Drive
St Charles, IL 60174
Office #: +1 630-797-4924
Mobile #: +1 847-867-6967
2900 Dukane Drive
St Charles, IL 60174
Office #: +1 630-797-4923
Mobile #: +1 630-235-5882
Parkville, MO 64152
Mobile #: +1 816-914-5644
Plymouth, MN
Mobile #: +1 763-213-4038
Parkville, MO 64152
Mobile #: +1 816-914-5644
Parkville, MO 64152
Mobile #: +1 816-914-5644
Plymouth, MN
Mobile #: +1 763-213-4038
Plymouth, MN
Mobile #: +1 763-213-4038
Plymouth, MI
Mobile #: +1 763-213-4038
Hartland, WI
Mobile #: +1 224-227-0942
Office #: (203) 269-0500
8 Fairfield Boulevard
Suite 114
Wallingford CT 06492
Office #: (203) 269-0500
Wallingford, CT 06492
Office #: (203) 881-3013
Hatfield, PA
Mobile #: (267) 210-8686
Hatfield, PA
Office #: (804) 731-9000
Hatfield, PA
Mobile #: (267) 210-8686
Hatfield, PA
Mobile #: (215) 855-8777
Wallingford, CT 06492
Office #: (203) 881-3013
Wallingford, CT 06492
Office #: (203) 695-4706
Wallingford, CT
Mobile #: 815-761-9794
Hatfield, PA
Mobile #: (267) 210-8686
Hatfield, PA
Office #: (804) 731-9000
Wallingford, CT
Office #: (815) 761-9794
Webster, NY
Office #: (585) 647-3181
Fort Mill, SC
Office #: (803) 804-6979
Hatfield, PA
Mobile #: (804) 731-9000
Dublin, OH 43016
Office #: Dublin, OH 43016
Mobile #: 330-232-3650
Wallingford, CT 06492
Office #: (203) 881-3013
Apex, NC 27502
Office #: (803) 804-6979
Apex, NC 27502
Office #: 803-804-6979
Wallingford, CT 06492
Office #: (203) 881-3013
Apex, NC 27502
Office #: 803-804-6979
Mobile #: 803-804-6979
Hatfield, PA
Office #: (267) 210-8686
Hatfield, PA
Office #: (804) 731-9000
Mobile #: (972) 765-7998
Mobile #: (972) 765-7998
Houston, TX
Office #: 899-179-7209 (Mexico)
Mobile #: 832-878-9623
Mobile #: (972) 765-7998
Chihuahua, Chihuahua, Mexico
Office #: +011 52-614-411-2379
Mobile #: (972) 765-7998
Mobile #: (972) 765-7998
Mobile #: (972) 765-7998
Houston, TX
Office #: 899-179-7209 (Mexico)
Mobile #: 832-878-9623
Office #: +011 52-614-411-2379
Mobile #: +011 52-1-614-427-2948
Indianapolis, IN
Office #: (317) 787-0796
5212 Belle Wood Court
Suite 201
Buford, GA 30518
Office #: (770) 831-3133
Newton, AL
Office #: (334) 538-1700
Fayetteville TN
Office #: (931) 607-7049
Mobile #: (931) 607-7049
Melbourne, FL
Mobile #: 321-622-8584
Newton, AL 36352
Office #: 334-538-1700
Newton, AL 36352
Office #: 334-538-1700
Buford, GA
Office #: (770) 831-3133
Indianapolis, IN
Office #: (317) 727-4179
Caledonia, MI
Office #: (616) 891-5584
Mobile #: (616) 450-0167
Indianapolis, IN
Mobile #: (317) 727-4179
Reynoldsburg OH
Office #: (614) 755-4364
Columbus, OH
Office #: (330) 232-3650
Wixom, MI
Mobile #: (419) 304-3589
Fayetteville TN
Office #: (931) 607-7049
Mobile #: (931) 607-7049
Reynoldsburg OH
Office #: (614) 755-4364
Signal Hill, CA
Mobile #: 562-618-6428
Mobile #: 562-533-3701
San Diego, CA
Office #: 619-985-9173
Mobile #: (562) 533-3701
Oakland, CA 94607
Office #: 510-891-0093
Mobile #: (415) 713-0224
Oakland, CA
Office #: (510) 891-0093
Mobile #: (916) 316-8100
Oakland, CA
Office #: (510) 891-0093
Mobile #: (510) 381-3486
San Diego, CA
Office #: (619)-985-9173
Draper, UT
Office #: (801) 523-6191
Mobile #: 801-232-5639
Oakland, CA
Office #: 510-891-0093
Mobile #: 415-713-0224
Oakland, CA 94607
Office #: (510) 891-0093
Mobile #: (510) 381-3486
Mobile #: (562) 533-3701
Draper, UT
Office #: (801) 523-6191
Mobile #: (801) 232-5639
Jintong Industrial Park
No. 8 Xihu Road, Wujin District
Changzhou 213164 China
Office #: 519-85966719
Part D, Building No. 3 Plot Section
No. 81 Meiyue Rd
Pilot Free Trade Zone
Shanghai 200131 China
Office #: 021-58683697
Yayao Industry Park
Humeng, Dongguan City, Guangdong Province
Office #: 0769-82263959
Plot No. 27, B-3,
Sidco Industrial Estate,
Thirumudivakkam,
Chennai - 600 044
Tamil Nadu, India
GAT 675,1/1, Village Kuruli,
Pune-Nashik Hwy, Khed,
Pune - 410 501
Maharashtra, India
41st Milestone, NH-8,
Opposite: Haldiram, Nr. Toll Plaza,
Kherki Daula,
Gurugram - 122 044
Haryana, India
Kita-Kashiwa building 1F
206-3 Nedo, Kashiwa, Chiba
277-0831, Japan
Office #: +81-4-7136-2165
Office #: +81-92-413-5371
17, Ground Floor, Tiara Square
Jalan Tiara 3,
Taman Perindustrian UEP,
47600 Subang Jaya, Selangor
Malaysia
Office #: 6012 2093 164
Kita-Kashiwa building 1F
206-3 Nedo, Kashiwa, Chiba
277-0831, Japan
Office #: +81-4-7136-2165
Mobile #: +662-8698970-9
Wixom, MI
Mobile #: (734) 516-6481
Mississauga, ON
Mobile #: 416 823-1827
Office #: (203) 269-0500
Office #: (801) 523-6191
Queretaro, Mex
Office #: 442.198.02.06
Buenos Aires, Argentina
Office #: +54-114-836-2509
Brazil
Office #: +55 11 4624 5256
Mobile #: + 55 11 99246 2003
Santiago, Chile
Office #: +56-2-2214-0353
Mobile #: +56-9-9320-9778
Bogota D.C., Colombia
Office #: +(571) 212-0099
Mobile #: +(571) 310 250 0158
Bogota D.C., Colombia
Office #: +(571) 2111 6800
Mobile #: +(573) 10 250 0158
San Francisco, Costa Rica
Office #: 506-8879-0335
Aguas Buenas, PR
Office #: 787-269-3278
Aguas Buenas, PR
Office #: (809) 858 9833
Aguas Buenas, PR
Office #: 787-269-3278
Aguas Buenas, PR
Office #: (809) 858 9833
Aguas Buenas, PR
Office #: 787-269-3278
Aguas Buenas, PR
Office #: (809) 858 9833
Aguas Buenas, PR
Office #: 787-269-3278
Aguas Buenas, PR
Office #: (809) 858 9833
Aguas Buenas, PR
Office #: 787-269-3278
Aguas Buenas, PR
Office #: (809) 858 9833
Brazil
Office #: +55 11 4624 5256
Mobile #: + 55 11 98959 0044
Caracas, Venezuela
Office #: +58-212-257-9201
Na Radosti 413
Prague 5, 155 21
Czech Republic
Office #: +420 220-970-509
530 Hameau des prés
59134 Fournes-En-Weppes
France
Office #: +33 (0) 3-20-93-05-84
Mobile #: +33 (0) 7-50-65- 28-76
Czech Republic
Office #: +420 220-970-509
Parc Annapurna
220, rue Ferdinand Perrier
69800 Saint Priest
France
Office #: +33 (0) 4-72-12-28-59
Agence du Nord
530 Hameau des prés
59134 Fournes-En-Weppes
France
Mobile #: + 33 (0) 3 20 93 05 84
Rabenhof 18a
33609 Bielefeld
Office #: +49 (0) 521 93207-0
530 Hameau des prés
59134 Fournes-En-Weppes
France
Office #: +33 (0) 3-20-93-05-84
Mobile #: +33 (0) 7-50-65-28-76
Block 14 - Unit A3 - Ground Floor
Galway Technology Park
Parkmore, Galway, H91 C3XW
Republic of Ireland
Office #: +353 (85) 252 1061
Parc Annapurna
220, rue Ferdinand Perrier
69800 Saint Priest
France
Office #: +33 (0) 4-72-12-28-59
Czech Republic
Office #: +420 220-970-509
Czech Republic
Office #: +420 220-970-509
Parc Annapurna
220, rue Ferdinand Perrier
69800 Saint Priest
France
Office #: +33 (0) 4-72-12-28-59
Czech Republic
Office #: +420 220-970-509
Block 14 - Unit A3 - Ground Floor
Galway Technology Park
Parkmore, Galway, H91 C3XW
Republic of Ireland
Office #: +353 (85) 252 1061
24000 La Presa Business Park
Carretera Querétaro - San Luis Potosi
Santa Catarina, Querétaro CP. 76223
Office #: +52 442-198-0206
Mobile #: +52 442-219-7402
Guadalupe, N. L.
Mobile #: +52-81-1731-8335
San Diego, CA
Office #: (619)-985-9173
Santa Catarina, Querétaro
Office #: +52 442-785-2208
Mobile #: +52 442-785-2208
Santa Catarina, Querétaro
Office #: +52 442-198-0206
Santa Catarina, Querétaro
Office #: +52 442-198-0206
Mobile #: +1 224-339-2300
Golondrinas 4735
Fraccionamiento Arboledas
Chihuahua, Chih. 31110
Office #: +52-656-215-0127
Cd. Juarez, Chihuahua
Office #: (656) 625-5150
Guadalupe, N. L.
Mobile #: +52-811-824-8652
Braeside Victoria, Australia
Office #: +61-3-9587-1233
Auckland, New Zealand
Office #: +64-9-379-5716
47757 West Road
Suite C101
Wixom, MI 48393
Mobile #: (248) 613-5722
Wixom, MI
Mobile #: (419) 304-3589
Wixom, MI
Mobile #: (586) 530-7623
Caledonia, MI
Mobile #: (616) 450-0167
Mobile #: (734) 516-6481
St Charles, IL
Office #: 630-797-4902
Mobile #: 859-653-7961
2900 Dukane Drive
St Charles, IL 60174
Office #: +1 630-797-4924
Mobile #: +1 847-867-6967
2900 Dukane Drive
St Charles, IL 60174
Office #: +1 630-797-4923
Mobile #: +1 630-235-5882
Parkville, MO 64152
Mobile #: +1 816-914-5644
Plymouth, MN
Mobile #: +1 763-213-4038
Parkville, MO 64152
Mobile #: +1 816-914-5644
Parkville, MO 64152
Mobile #: +1 816-914-5644
Plymouth, MN
Mobile #: +1 763-213-4038
Plymouth, MN
Mobile #: +1 763-213-4038
Plymouth, MI
Mobile #: +1 763-213-4038
Hartland, WI
Mobile #: +1 224-227-0942
Office #: (203) 269-0500
8 Fairfield Boulevard
Suite 114
Wallingford CT 06492
Office #: (203) 269-0500
Wallingford, CT 06492
Office #: (203) 881-3013
Hatfield, PA
Mobile #: (267) 210-8686
Hatfield, PA
Office #: (804) 731-9000
Hatfield, PA
Mobile #: (267) 210-8686
Hatfield, PA
Mobile #: (215) 855-8777
Wallingford, CT 06492
Office #: (203) 881-3013
Wallingford, CT 06492
Office #: (203) 695-4706
Wallingford, CT
Mobile #: 815-761-9794
Hatfield, PA
Mobile #: (267) 210-8686
Hatfield, PA
Office #: (804) 731-9000
Wallingford, CT
Office #: (815) 761-9794
Webster, NY
Office #: (585) 647-3181
Fort Mill, SC
Office #: (803) 804-6979
Hatfield, PA
Mobile #: (804) 731-9000
Dublin, OH 43016
Office #: Dublin, OH 43016
Mobile #: 330-232-3650
Wallingford, CT 06492
Office #: (203) 881-3013
Apex, NC 27502
Office #: (803) 804-6979
Apex, NC 27502
Office #: 803-804-6979
Wallingford, CT 06492
Office #: (203) 881-3013
Apex, NC 27502
Office #: 803-804-6979
Mobile #: 803-804-6979
Hatfield, PA
Office #: (267) 210-8686
Hatfield, PA
Office #: (804) 731-9000
Mobile #: (972) 765-7998
Mobile #: (972) 765-7998
Houston, TX
Office #: 899-179-7209 (Mexico)
Mobile #: 832-878-9623
Mobile #: (972) 765-7998
Chihuahua, Chihuahua, Mexico
Office #: +011 52-614-411-2379
Mobile #: (972) 765-7998
Mobile #: (972) 765-7998
Mobile #: (972) 765-7998
Houston, TX
Office #: 899-179-7209 (Mexico)
Mobile #: 832-878-9623
Office #: +011 52-614-411-2379
Mobile #: +011 52-1-614-427-2948
Indianapolis, IN
Office #: (317) 787-0796
5212 Belle Wood Court
Suite 201
Buford, GA 30518
Office #: (770) 831-3133
Newton, AL
Office #: (334) 538-1700
Fayetteville TN
Office #: (931) 607-7049
Mobile #: (931) 607-7049
Melbourne, FL
Mobile #: 321-622-8584
Newton, AL 36352
Office #: 334-538-1700
Newton, AL 36352
Office #: 334-538-1700
Buford, GA
Office #: (770) 831-3133
Indianapolis, IN
Office #: (317) 727-4179
Caledonia, MI
Office #: (616) 891-5584
Mobile #: (616) 450-0167
Indianapolis, IN
Mobile #: (317) 727-4179
Reynoldsburg OH
Office #: (614) 755-4364
Columbus, OH
Office #: (330) 232-3650
Wixom, MI
Mobile #: (419) 304-3589
Fayetteville TN
Office #: (931) 607-7049
Mobile #: (931) 607-7049
Reynoldsburg OH
Office #: (614) 755-4364
Signal Hill, CA
Mobile #: 562-618-6428
Mobile #: 562-533-3701
San Diego, CA
Office #: 619-985-9173
Mobile #: (562) 533-3701
Oakland, CA 94607
Office #: 510-891-0093
Mobile #: (415) 713-0224
Oakland, CA
Office #: (510) 891-0093
Mobile #: (916) 316-8100
Oakland, CA
Office #: (510) 891-0093
Mobile #: (510) 381-3486
San Diego, CA
Office #: (619)-985-9173
Draper, UT
Office #: (801) 523-6191
Mobile #: 801-232-5639
Oakland, CA
Office #: 510-891-0093
Mobile #: 415-713-0224
Oakland, CA 94607
Office #: (510) 891-0093
Mobile #: (510) 381-3486
Mobile #: (562) 533-3701
Draper, UT
Office #: (801) 523-6191
Mobile #: (801) 232-5639



PPE Mask Production with Ultrasonic Bonding Technology