























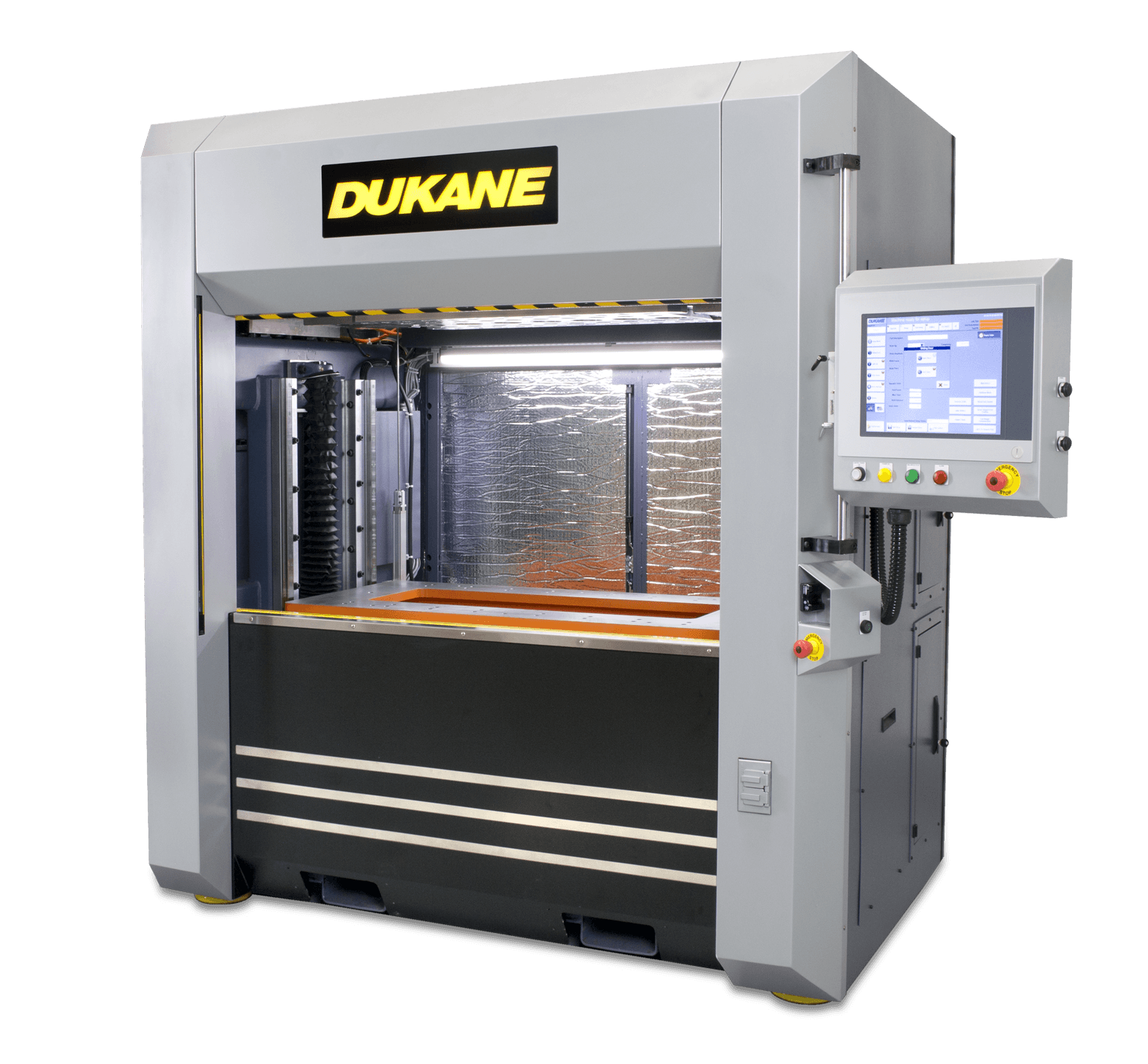




















热板焊接工艺使用加热的板来熔化两半热塑性零件的连接表面。让两半零件在预定的时间内与精确加热的板持续接触。塑料连接面熔化后,将零件放在一起以形成永久且通常为气密的分子键。设计恰当且在精确控制下进行焊接的焊缝,通常等于或超过任何其他零件区域的强度。
材料注意事项
热板焊接几乎适用于所有热塑性材料,但最常用于较软的半结晶热塑性塑料,例如 PP 和 PE。如果遵循正确的焊接程序,通常可以获得接近母材的焊接强度。
具有相似熔点和熔体粘度的不同材料可以进行热板焊接,前提是它们具有化学相容性。
热板焊接工艺使用加热的板来熔化两半热塑性零件的连接表面。让两半零件在预定的时间内与精确加热的板持续接触。塑料连接面熔化后,将零件放在一起以形成永久且通常为气密的分子键。设计恰当且在精确控制下进行焊接的焊缝,通常等于或超过任何其他零件区域的强度。
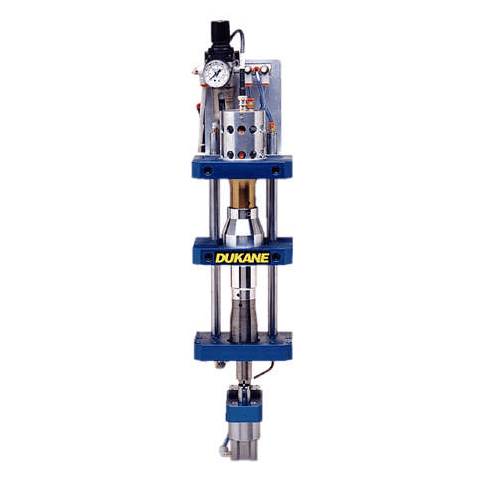
零件被装入套中,加热的压板在零件之间向前移动。零件接触加热的压板并开始熔化。
零件的连接面塑化后,套回移,使加热的压板收回。
将零件压在一起,形成分子键。套移开,卸载完成的组件。
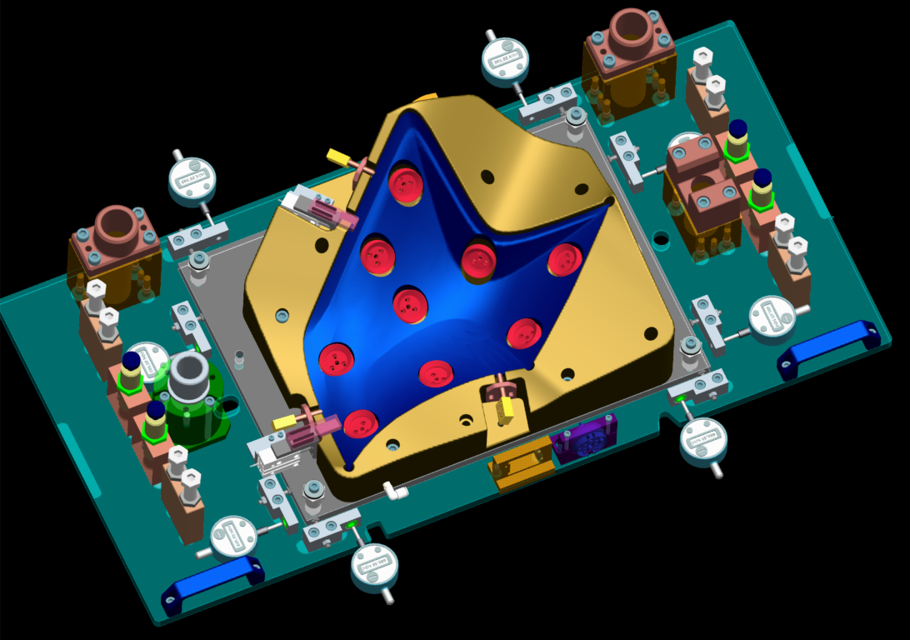
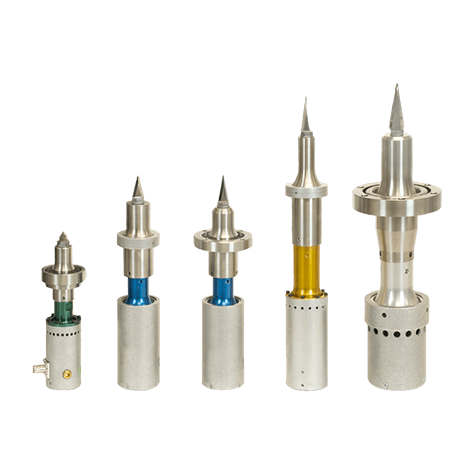
定制设计工具
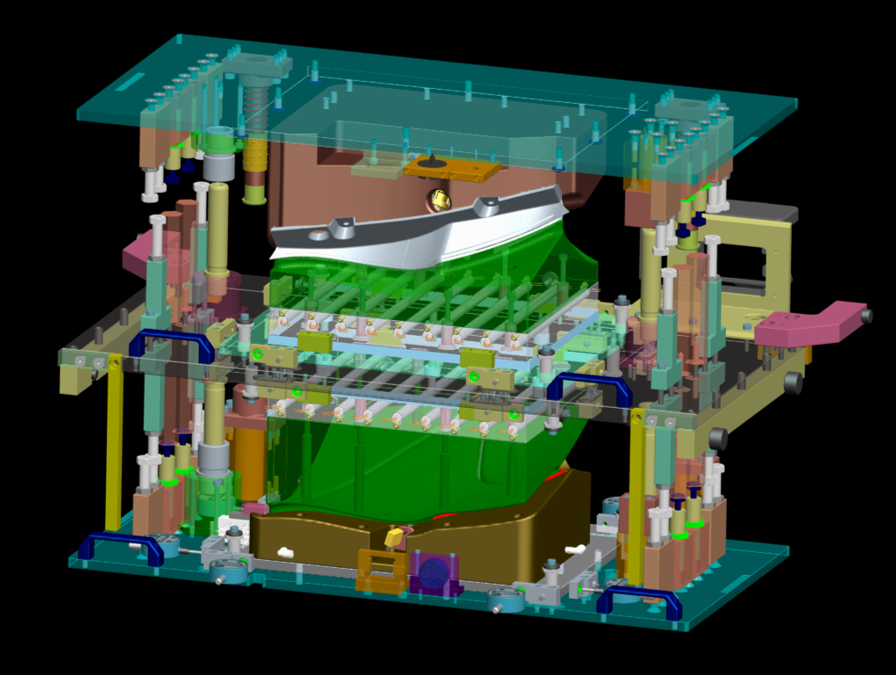
热板工具套CAD设计
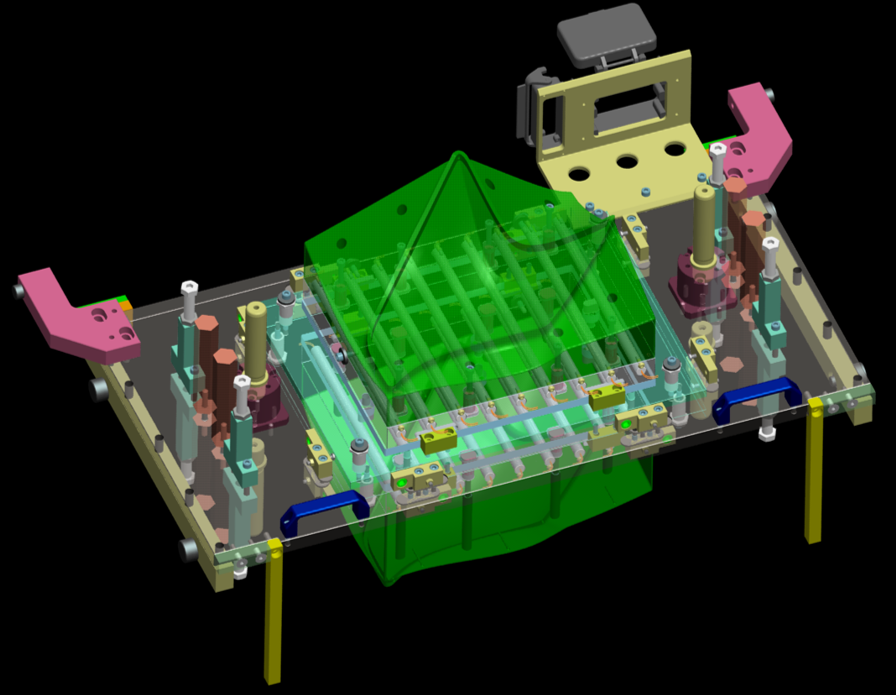
热板工具套CAD设计
热板焊接几乎适用于所有热塑性材料,但最常用于较软的半结晶热塑性塑料,例如 PP 和 PE。如果遵循正确的焊接程序,通常可以获得接近母材的焊接强度。
具有相似熔点和熔体粘度的不同材料可以进行热板焊接,前提是它们具有化学相容性。
材料总位移量通常为 0.060 英寸。每侧 0.030 英寸的材料位移量包括 0.015 英寸的材料位移量和 0.015 英寸的密封件位移量。这可能会根据零件的材料、几何形状和成型零件的平面度而有所不同。 我们强烈建议您先与我们的应用工程师讨论焊缝设计,然后再制定零件的最终设计方案。



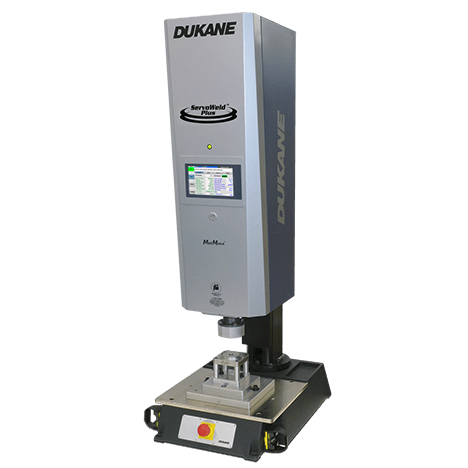
PPE Mask Production with Ultrasonic Bonding Technology